CAB-O-SPERSE® 4012K-F Silica Dispersion for Aqueous Inkjet Printing on Plastic Substrates: Suitable for indirect food contact applications
Tianqi Liu, Patrick Sargent, Zaheed Islam and Koen Burger Cabot Corporation, Billerica, MA USA
Introduction
Inkjet has emerged as one of the most promising printing technologies for commercial, signage and packaging due to its flexibility in variable data processing and customization, high throughput, economical workflow, and cost structures. Packaging demand continues to increase particularly for food packaging, but the industry still faces challenges such as supply chain optimization, waste and cost reduction, flexibility with customization, and EH&S compliance. These challenges result in a highly fragmented market, which plays to the strength of print-on-demand digital inkjet technology.
Aqueous inkjet, among various digital inkjet technologies is often considered the best technology for food packaging. The aqueous inkjet inks are mainly composed of water, humectants, surfactants, colorants (pigments or dyes) and binder resins. They are designed to be safer to handle compared to solvent or UV based inkjet inks. However, one drawback with aqueous inkjet inks is that the inks are designed for specific print head technology satisfying certain viscosity, surface tension and flow characteristics. They are not tailored to substrates other than traditional office papers or photo quality papers, or end use applications such as food packaging.
Materials used for food packaging encompass a wide spectrum of chemical substances and forms, with the main purpose of food containment, preservation, and protection. Plastics are the most common and widely used materials for food packaging. They can be made into packaging by themselves as flexible (foils, wraps, packets, bags, and pouches), rigid (bottles, trays, and pots) and semi-rigid (caps, boxes, and tetra packs) forms, or used as labels or wraps for other food packaging materials such as metals, paper, paperboards and glass. Among plastics, polyethylene terephthalate (PET) and polyolefins (polyethylene or polypropylenes) are the two predominant types of materials used. Due to the low surface energy, hydrophobicity, and non-porous nature of these plastics, they are considered incompatible substrates for aqueous inkjet printing. Attempts have been made to use binders in the aqueous inkjet inks to achieve ink adhesion to these plastics after corona treatments; however, ink drying on top of the plastics remains a critical issue for most aqueous printing systems. As described above, aqueous inkjet inks contain water and humectants as the liquid bulk. Humectants are used to achieve a certain viscosity range and protect print heads from drying and nozzle clogging to ensure jetting consistency. Humectants, having high boiling points and low vapor pressure, once jetted onto these non-porous substrates, will require strong drying capacities downstream from printing stations to evaporate. However, drying at higher temperature or for longer times can cause the plastic substrates to undergo undesired warp or deformation.
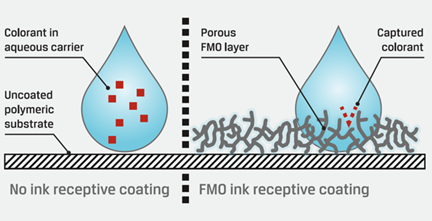
To solve the incompatibility issue between plastic substrates and aqueous inkjet printing techniques, an inkjet receptive coating can be applied onto the plastics to create a microporous layer to accept ink droplets.
As shown in Figure 1, an inkjet receptive coating for plastics is typically composed of fumed metal oxide (FMO) particles, which impart porosity and binders that provide adhesion to the plastic substrates. FMO particles such as synthetic fumed silica and fumed alumina feature fractal structures with primary particles arranged into branched chains. The branched aggregate structures are not easy to pack closely, thereby creating intra- and inter-particle voids and channels. These voids or porosity generated by the fractal particles are very important features that allow for liquid adsorption and fixation of the pigment in an aqueous inkjet receptive coating.
Indirect Food Contact CAB-O-SPERSE® 4012K-F Silica Dispersion as a Key Component in Aqueous Inkjet Receptive Coating Formulations for Food Packaging
The components in an inkjet receptive coating preferably should be authorized or approved in country-specific regulations if the coatings are intended for food indirect contact packaging. In addition, overall and specific migration tests may be required to ensure the permitted limits are not exceeded and to study any potential adverse chemical substance transfer from packaging to food.
For example, in Europe, the components for inkjet receptive coatings for plastics support fall under Food Contact Plastics Regulation EU 10/2011, in the categories of “materials that can be printed or covered by a coating” and “plastic layers in multi-material and multi-layer materials and articles” without prejudice to national provisions applicable to coatings. The components are also subject to the scope of the Swiss Ordinance ON MATERIALS AND ARTICLES IN CONTACT WITH FOOD (SR 817.023.21) Annex 10, under "permitted substances for the production of packaging inks on materials and articles intended to come into contact with food stuffs".
To enable customers to formulate under the indirect food contact regulations, we have developed and commercialized CAB-O-SPERSE 4012K-F silica dispersion for food packaging applications. The dispersion is colloidally stable, eliminating the need for grinding and dust handling. The silica dispersion is dispersant-free to minimize incompatibility issues in a formulation. The high purity from the silica production and dispersion process offers good chemical and temperature stability without yellowing. Formulators need only low shear mixing equipment to incorporate the silica dispersion, resin binders, coalescing additives and surfactants as shown in Figure 2. The base silica used for making CAB-O-SPERSE 4012K-F has high surface area and small aggregate size and can generate high gloss and translucent coatings compared to fumed silicas with lower surface areas or precipitated silicas with much bigger aggregate sizes.

Porosity, Adhesion and Transparency Performance of Inkjet Receptive Coating Based on CAB-O-SPERSE® 4012K-F Silica Dispersion
Particles such as those in CAB-O-SPERSE 4012K-F silica dispersion are needed to form porous networks in the coating to help absorb liquid from inks. The pores generated in the coatings can range from 10 to 150 nm in size. Dynamic fluid absorption in porous media is driven by the capillary pressure, which is inversely proportional to the pore size. Therefore, these nanometer size pores should allow for rapid ink liquid absorption.
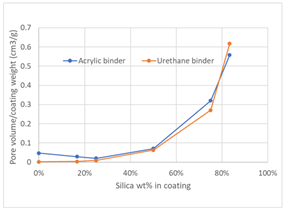
When a resin (in soluble or particulate form) is added to the formulation, it acts as the binder to help the coating adhere to the plastic surface and hold the particles together like a glue to prevent cracking upon drying or mechanical abrasions resulting from roller operations. However, if too much binder is used, it will fill some of the pores generated by the particles, leading to a reduction in total pore volume at a constant coat weight.
A series of five coatings based on various loadings of a silica dispersion (with a different surface area) and a polyurethane binder were generated to study the morphology of the coatings under Scanning Electron Microscopy (SEM) (Figure 3). When the silica loading is low (e.g., 16.7%), a continuous film is observed. The binder serves to homogenize the surface and cover over the silica particles, filling in voids, nicks, and inter-particle contacts. As the silica loading increases, the surface starts to roughen and open up, with pores indicating less binder coverage on the surface.

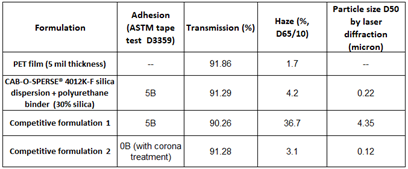
A formulation based on CAB-O-SPERSE 4012K-F silica dispersion and a polyurethane binder, with 30% of silica on a dry basis, was compared with commercially available competitive formulations 1 and 2 in terms of adhesion and film appearances on a PET film at 0.5 mil dry film thickness (Table 1). Competitive Formulation 1 has excellent adhesion without corona treatment and good transmission but displays high haze, indicating light scattering by the large particles in the coating. Particle size measurements by laser diffraction confirmed that Competitive Formulation 1 has particles in the 4–5-micron range. Competitive Formulation 2 has poor adhesion even after corona treatment but provides good transparency, which is consistent with the small particle size observed. The formulation based on CAB-O-SPERSE 4012K-F silica dispersion exhibits the best overall performance in adhesion and transparency.
Intercolor Bleed, Ink Drying, and Color Performance of Inkjet Receptive Coatings Based on CAB-O-SPERSE® 4012K-F Silica Dispersion
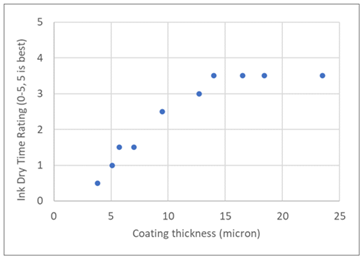
As discussed previously, particle loading in a composition affects the porosity of the coating and its ink receptive capabilities such as ink drying and intercolor bleed. The morphology and chemistry of the particles and the coat weight also play important roles.
Figure 5 shows microscope images of inks jetted from an Epson Workforce WF-3730 printer on 0.5 mil dry coatings based on CAB-O-SPERSE 4012K-F silica dispersion and an alumina-based dispersion respectively. The edge acuity of the black square against the yellow background indicates black to yellow intercolor bleed performance. Both coatings have 50% (w/w) of particles in the composition and the same thickness. It is obvious that the coating based on CAB-O-SPERSE 4012K-F silica dispersion has much better intercolor bleed, as shown by the sharper edges compared to the blooming features observed with the alumina-based coating.

Ink adhesion and color gamut were also evaluated with inks jetted from the Epson Workforce WF-3730 printer. Ink adhesion was measured following ASTM D3359. Seven colors (black, red, green, blue, yellow, magenta and cyan) were printed as columns. Each color received an adhesion rating from 0-5, with an ink adhesion total ranging anywhere from 0 to 35. For color gamut, squares of all seven colors were printed and measured using a Hunter XE lab-scan colorimeter. The total color gamut was determined by adding up the chromaticity for each color; the higher the number, the better color gamut achieved.
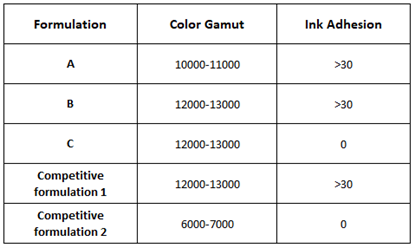
Three different polyurethane dispersions based on different polyols were combined with CAB-O-SPERSE 4012K-F silica dispersion to create Formulations A, B and C in which the silica to binder weight ratio was 3:7. Color gamut and ink adhesion were evaluated for all three formulations and for preformulated Competitive (commercial) Formulations 1 and 2 (Table 2). Although most of the formulations provided good color gamut, only Formulations A and B containing CAB-O-SPERSE 4012K-F silica dispersion showed good ink adhesion, indicating that resin chemistry plays an important role in ink pigment fixation. Competitive Formulation 2 displayed inadequate color gamut and no ink fixation and is therefore not a good candidate for this application.
CAB-O-SPERSE® 4012K-F Silica Dispersion Used in Jettable Inkjet Receptive Formulations
Not only can CAB-O-SPERSE 4012K-F silica dispersion be formulated into inkjet receptive coatings targeting analog applications on plastic films, it can also be applied in a digital jettable formulation and used in a primer jetting station as part of the digital printing process.
Current inkjet printhead technology has stringent requirements for particles used in the printhead to avoid nozzle drying and clogging issues. For example, the typical size for the particles should be ideally below 0.3 micron with a narrow particle distribution. Figure 7 shows the particle size measurements by laser diffraction of three lots of CAB-O-SPERSE 4012K-F silica dispersions. With D50 around 125 nm and D90 below 200 nm, the consistency in particle size and particle size distribution satisfies the particle size requirements of many inkjet print heads.



Conclusions
The development and commercialization of CAB-O-SPERSE 4012K-F silica dispersion allows us to supply the fast-growing digital printing segment of packaging and labels with an indirect food contact compliant product. It has shown to be a beneficial ingredient for developing aqueous inkjet receptive coatings on difficult-to-print plastic substrates. The CAB-O-SPERSE 4012K-F silica dispersion enables the formation of porous receptive coatings with good adhesion and transparency and excellent ink performance (inter-color bleed, adhesion and color gamut) in the presence of an appropriate selection of resin binders.
Additionally, preliminary results have shown CAB-O-SPERSE 4012K-F silica dispersion may be used in digital jettable primer formulations or digital inks due to its small particle size and narrow particle size distribution.
Acknowledgment
This technical article originally appeared in PCI Magazine on March 17, 2022.